

Повышение качественных показателей систем автоматизации пищевых производств
Введение
В пищевой промышленности автоматизация начиналась в технологических процессах, связанных с тепловой обработкой при производстве молочных, хлебопекарных и мясных продуктов. Это обусловлено большими объемами производства, строго нормированными технологическими параметрами и, соответственно, качественными показателями состава и свойств готового продукта.
Заметному росту автоматизации в пищевой промышленности содействовала разработка непрерывно-поточных технологий, при аппаратурной реализации которых были созданы автоматизированные аппаратурно-технологические комплексы для производства сливочного масла, творога, продуктов мясной промышленности, процессов тестоприготовления и выпечки хлебобулочных изделий. Одновременно получили развитие производства тары и упаковочных материалов, а также отраслевые холодильные комплексы для промежуточного хранения сырья и готовой продукции.
Основными причинами автоматизации пищевых производств являются требования обеспечения качества готового продукта и снижения затрат на его производство.
Особенности автоматизации пищевых производств
Особенностью пищевых производств, как сложной структуры управления, является многообразие видов и форм аппаратурно-технологических процессов, протекающих в непрерывных, непрерывно-дискретных и дискретных режимах.
Так, поочередное подключение отдельных аппаратов с отличающимися качественными параметрами процессов биотехнологической подготовки продукта вызывает появление скачкообразных возмущений, что является наиболее тяжелой формой возмущающих воздействий в системах управления. Следует также отметить, что для аппаратурно-технологических комплексов (АТК) с последовательным включением технологических звеньев, разделенных аппаратурно-технологическими емкостями и сопротивлениями, характерен переходной (емкостной) вид запаздывания. Такой вид запаздывания суммарно с «чистым» (транспортным) запаздыванием значительно превышает величину запаздывания в одноемкостных объектах.
При выборе структуры систем управления необходимо также учитывать специфику технологической и аппаратурной организации АТК пищевых производств, связанную с жестко нормированным временем переработки отдельных видов пищевого сырья, его переменным составом и свойствами и высоким уровнем требований к качественным показателям готового продукта. Кроме того, в современных пищевых АТК, имеющих высокую производительность, велик риск значительных потерь, связанных с исправлением брака готовой продукции [1].
Широко применяемые в пищевой промышленности одноконтурные системы управления в структурах АТК не всегда могут обеспечить управление с высокими качественными показателями, учитывая вид и характер возмущающих воздействий, а также уровень требований к показателям качества готового продукта. Это связано, в частности, с технологическими и аппаратурно-технологическими ограничениями величины внесения регулирующих воздействий и уровнем воздействия регулятора.
Пример реализации современных методов управления
Улучшения показателей качества переходного процесса регулирований объектов можно достигнуть, повысив регулирующее воздействие регулятора, а также уменьшив время запаздывания. Сотрудники кафедры «Автоматизации биотехнологических и теплофизических процессов» (АБиТП) Университета ИТМО предложили использовать внесение регулирующих воздействий одновременно по нескольким каналам управления, функционально связанным с одним регулируемым параметром, обеспечивая тем самым суммарное повышение коэффициента передачи объекта [2,3].
Снижение времени запаздывания обеспечивается путем предварительного вычисления величины и знака ожидаемого возмущающегося воздействия, тем самым повышается эффективность воздействия регулятора.
Предложенные решения использованы для формирования структуры автоматического регулирования влажности в АТК производства сливочного масла способом непрерывного сбивания (рис. 1).
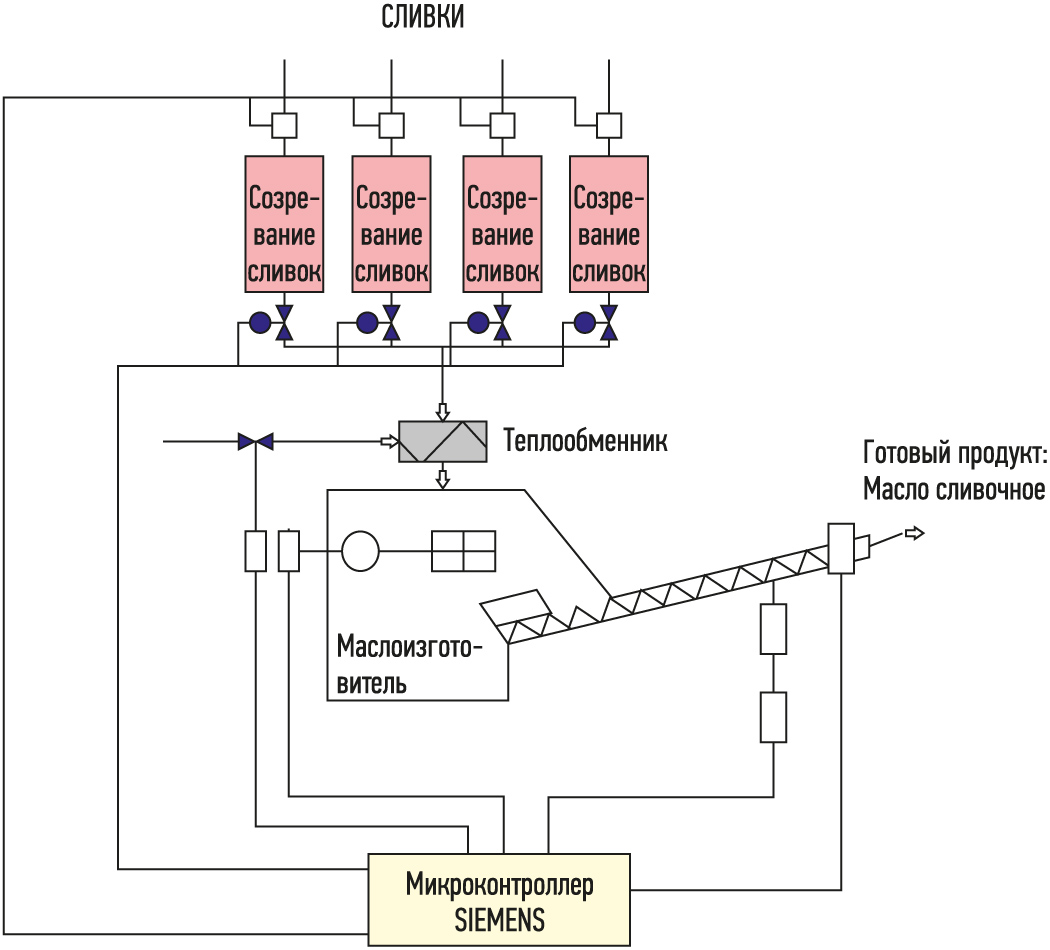
Рис. 1. Структурная схема автоматизированной линии производства сливочного масла
Реализованный способ многоканального регулирования влажности готового продукта предусматривает внесение регулирующих воздействий с использованием каналов управления температурой поступающих сливок и изменением частоты вращения мешалки сбивателя, что обеспечивает снижение величины динамического отклонения в переходном процессе регулирования влажности масла на выходе. Сокращение времени запаздывания обеспечивается предварительным вычислением качественных параметров созревания сливок в поочередно подключаемых резервуарах.
В разработанном программном обеспечении (ПО) предусмотрен выбор каналов управления эффективности воздействия и аппаратурных ограничений АТК пищевой промышленности, а также учтена зависимость влажности готового продукта от температуры поступающих сливок и частоты вращения мешалки сбивателя. Повышение качества регулирования в пищевых АТК также возможно с применением методов системного подхода, которые учитывают неопределенности состояний исходных продуктов и готовой продукции на всех этапах технологического цикла [4].
Следует также отметить, что особенностью и серьезным фактором, сдерживающим автоматизацию пищевых производств, продолжает оставаться ограниченный выбор технических средств экспрессной информации для обеспечения систем управления качественными показателями состава и свойств сырья, полуфабрикатов и готового продукта. Так как пищевые продукты представляют собой сложные многокомпонентные соединения, а в производственных условиях проходят обработку под воздействием различных технологических факторов, включая режимы обязательной санитарной обработки, то это обуславливает применение высокоизбирательных методов анализа и ограничивает универсальность приборов анализа состава и качества. Опыт проведенных на кафедре АБиТП исследований и промышленного внедрения автоматизированных влагометрических систем подтвердил сложность решения задач экспрессного контроля влажности, являющейся одним из основных параметров, определяющих качество пищевых продуктов. Кафедра продолжает исследования, связанные с разработкой методов и систем экспрессного контроля состава и свойств пищевых продуктов, привлекая магистров и аспирантов.
Современный этап развития
Основные тенденции современного развития средств автоматизации в пищевой промышленности лежат в логике так называемой Индустрии 4.0.
В 2013 г. на Ганноверской выставке-ярмарке главной темой стала индустриальная революция четвертого поколения. На практике переход к новым промышленным стандартам означает изменение традиционной логики производства. В концепции Индустрии 4.0 лежит децентрализация производственного контроля. Каждый рабочий объект будет сам определять, какую работу необходимо выполнить для производства. Это означает в перспективе высокий уровень сетевого взаимодействия между различными производственными машинами и технологическими ячейками. Производственные процессы можно будет сделать более гибкими и, в итоге, добиться снижения стоимости производимого продукта. Достигается такой уровень промышленной автоматизации внедрением в оборудование новых систем контроля и обработки информации. На различных этапах производства датчики контроля будут обмениваться информацией, создавая общую картину состояния оборудования и производимого продукта. Соответственно, интеллектуальные системы управления смогут оперативно предложить выход из любой аварийной ситуации: к примеру, распределение функций вышедшего из строя оборудования между оставшимися в работе компонентами комплекса.
Одним из главных факторов развития Индустрии 4.0 является разработка ПО для общения машин между собой, понятного широкому кругу сотрудников предприятия. На смену множеству различных промышленных шинных систем придет общедоступный интернет-протокол, реализуемый по сетям WLAN или Ethernet. Таким образом, в Индустрии 4.0 Интернет послужит для обмена данными между системными компонентами.
Именно в пищевой промышленности Индустрия 4.0, возможно, через пять-десять лет станет наиболее востребованной. Ведь в производстве продуктов более, чем везде, ключевую роль играет качество. На различных этапах производства необходим жесткий контроль всех параметров системы, таких как дозировка, розлив, поддержание уровня, температура, давление, расход жидкостных смесей, качество и отборы проб и т. д. Именно в пищевой промышленности, по мнению многих экспертов, интеллектуальные системы контроля найдут применение в первую очередь. Уже сейчас решения по автоматизации промышленного концерна FESTO, который известен в области разработок интеллектуальных систем контроля и управления, находят применение на различных пищевых предприятиях. Одной из интересных систем контроля качества жидких и сыпучих продуктов является система на основе технологии радиочастотной идентификации RFID. Ее можно сравнить с системой бесконтактных смарт-карт, используемых в метро, когда системе известна полная информация об объекте: возраст, имя и срок годности проездного билета (рис. 2).

Рис. 2. Автоматизированная линия контроля качества жидких и сыпучих продуктов
На специальной радиометке, которая крепится на банку или бутылку, записывается информация о производимом продукте (рис. 3). Далее на каждом этапе производства система считывает информацию об объекте и работает с ней, исходя из начальных данных, поэтапно записывая дополнительную информацию. Таким образом, мы знаем о каждой единице продукции полную информацию, можем контролировать качество на каждом этапе производства. Такая система дает возможность децентрализации производственного контроля, что ведет к большей гибкости в производственных процессах. С внедрением данной технологии достигаются лучшие показатели в производственной логистике, что ведет к росту рентабельности предприятия.

Рис. 3. Технология радиочастотной идентификации RFID
Из мировых лидеров производства специализированного оборудования для автоматизации пищевых производств следует также отметить фирмы «Данфос» (Дания), «Бранбер» и Siemens (Германия), обеспечивающие возможность оперативного контроля основных технологических параметров и систем производства. В пищевой, перерабатывающей и упаковочной отраслях широко используются средства автоматизации производства компании «ОВЕН». Приборы ОВЕН управляют процессами хлебопечения и копчения, производством кисломолочных продуктов и консервирования овощной продукции, процессами переработки сахара-сырца и заморозкой полуфабрикатов.
Уже сейчас компоненты Индустрии 4.0 реализуются в учебных лабораториях FESTO DIDACTIC компании FESTO. В Центре учебных технологий ООО «ФЕСТО-РФ» еще в 2012 г. был введен в строй уникальный учебный комплекс AFB factory (the Agro Food Beverage training factory) — модель гибридной системы производства, которая представляет собой объединение нескольких областей: техники непрерывных процессов, автоматизации производства и логистики (рис. 4). Наиболее показательными примерами являются пищевая, кондитерская и фармацевтическая отрасли.

Рис. 4. Гибридная автоматизация в пищевой промышленности
Подготовка кадров
Одним из лидеров в области подготовки квалифицированных инженерных кадров по специальности «Автоматизация технологических процессов» является давний партнер концерна FESTO — университет ИТМО. В распоряжении кафедры АБиТП имеется лабораторный комплекс FESTO DIDACTIC, который позволяет получать хорошие навыки в работе с реальным промышленным оборудованием: управлении непрерывными процессами и их мониторинге, программировании промышленных контроллеров SIEMENS, регулировании различных параметров, проведении различных измерений и анализа результатов.
На лабораторном комплексе проводят научные исследования магистранты и аспиранты кафедры (рис. 5). Как и всегда, кадры играют ключевую роль в успехе предприятия.

Рис. 5. Научные исследования магистрантов на стенде Festo в лаборатории кафедры АБиТП Университета ИТМО
Заключение
Развитие технологий производства пищевых продуктов в будущем будет направлено на повышение качества продукции, снижение потерь сырья, повышение выхода и расширение ассортимента выпускаемых продуктов. Ключевую роль в этом должна сыграть технология гибридной автоматизации.
- Спотару Ю. Ю., Иванов В. Л. Разработка системы контроля и управления энергосбережением при производстве сухих молочных продуктов // Научный журнал НИУ ИТМО. Серия «Процессы и аппараты пищевых производств». 2014. Вып. 1.
- А.с. №1163815 (СССР). Способ автоматического управления процессом нормализации сливочного масла по влажности / В. А. Балюбаш и др.
- Пат. 23021.08 (РФ) «Способ стабилизации сливочного масла» / С. Е. Алешичев, В. А. Балюбаш, Ю. Г. Стегаличев.
- Лазарев В. Л., Иванов В. Л. Системный подход к оценке состояний неопределенности. Особенности реализации для задач мониторинга и управления // Вестник МАХ. 2014. Вып. 2.
 30 июля, 2019
30 июля, 2019 6 сентября, 2013
6 сентября, 2013 1 июля, 2006
1 июля, 2006